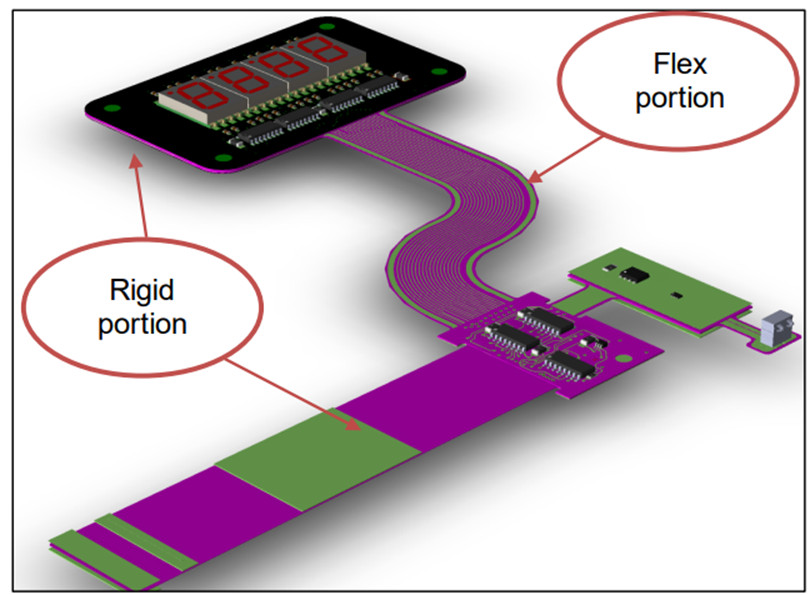
Rigid-Flex -levyt ovat innovatiivisia piirilevyrakenteita, jotka ovat sekä jäykkiä että joustavia. Tässä artikkelissa esitellään Rigid-Flex -levyjen valmistusvaiheet ja tärkeimmät kohdat, jotta lukijat ymmärtäisivät, miten näitä joustavia piirilevyjä valmistetaan.
Rigid-Flex -levyjen valmistus sisältää useita vaiheita ja erikoistuneita valmistustekniikoita. Ensimmäinen vaihe Rigid-Flex -levyjen valmistuksessa on suunnittelu. Tämä sisältää jäykkien ja joustavien alueiden sijainnin määrittämisen levyllä, johtimien ja liittimien sijoittelun, signaali- ja tehokerrosten suunnittelun ja niin edelleen. Ammattimaisia piirisuunnitteluohjelmistoja, kuten Altium Designer tai Cadence Allegro, käytetään suunnitteluun ja piirisuunnitteluvaatimusten ja -spesifikaatioiden noudattamisen varmistamiseen.
Seuraava vaihe on pohjamateriaalin valinta. Jäykkien ja taipuisien levyjen yhdistelmä saadaan aikaan liimaamalla joustava levy (FCCL) ja jäykkä levy (FR4) yhteen liimalla.

1. Joustava piirilevyosa koostuu kahdesta osasta: joustavasta piirilevyalustasta ja peitekalvosta. Joustava piirilevyalusta voidaan jakaa edelleen kahteen tyyppiin: liimapohjaiseen ja ei-liimapohjaiseen. Liimapohjainen alusta koostuu liimasta, kuparifoliosta ja PI:stä (polyimidistä). Sen luotettavuus ja taivutusominaisuudet ovat huonot. Ei-liimapohjainen alusta koostuu PI:stä (polyimidistä) ja kuparifoliosta. Sen luotettavuus ja taivutusominaisuudet ovat hyvät. Peitekalvo koostuu PI:stä ja sideaineista. Sidosaineita ovat akryyliliima ja epoksihartsiliima. 2. Liimaosa: Liimaosa koostuu valumattomista puolikovettuneista levyistä (No Flow PP, lyhennettynä NF) ja puhtaasta liimasta (akryyliliima). NF: Epoksihartsista, lasikuiduista ja täyteaineista koostuvalla NF:llä on minimaalinen liiman ylivuoto ja sitä käytetään tuotteiden valikoivaan liimaukseen. Puhdas liima: Yleisesti tunnettu nimellä "akryyliliima" tai tieteellisesti "akryylihappo". Sillä on hyvä joustavuus, mutta suhteellisen suuri lämpölaajenemiskerroin, ja sitä käytetään pääasiassa useiden joustavien piirilevykerrosten laminointiin. 3. Jäykän levyosan osalta yleisesti käytettyjä materiaaleja ovat FR4, KB ja Shengyi.

Materiaalien valinnan jälkeen siirrymme jäykkien ja taipuisien piirilevyjen tuotantovaiheeseen. Ensimmäinen vaihe on levyn jäykän osan luominen. Tämä sisältää prosesseja, kuten reikien poraamisen, läpivientipinnoituksen, kuparipinnoituksen, syövytyksen ja juotosmaskin kiinnittämisen, kuten tavallisessa piirilevyjen valmistuksessa. Suunnitteluvaatimusten mukaisesti poraustoimenpiteet suoritetaan jäykälle levylle. Näitä reikiä käytetään komponenttien asennukseen, yhteenliitäntöjen tekemiseen ja sähköyhteyksien tarjoamiseen. Poraus voidaan tehdä porakoneella tai laserporakoneella. Porauksen jälkeen reikien sisäseiniin pinnoitetaan ohut kuparikerros läpivientigalvanoinnin avulla. Tämä tehdään sen varmistamiseksi, että reikien sisäseinät ovat johtavia tulevia sähköliitäntöjä varten. Jäykän levyn koko pinnalle pinnoitetaan kuparikerros johtavan kerroksen muodostamiseksi. Tämä kuparikerros toimii piirin perustana, yhdistäen eri komponentteja ja yhteenliitäntäreittejä. Syövytysprosessissa kuparikerroksen peittämät piiriin kuulumattomat osat poistetaan, jolloin piirille jäävät vain tarvittavat johdot ja jäljet. Tämä luo piirikuvion. Syövytyksen jälkeen juotosmaski levitetään suojakerrokseksi kuparikerroksen päälle ei-toivottujen juotosliitäntöjen estämiseksi. Yllä olevien vaiheiden suorittamisen jälkeen piirin jäykän osan valmistus on olennaisesti valmis. Seuraavaksi valittu joustava materiaali laminoidaan irrokekalvolle tai alustalle joustavan alustan valmistamiseksi. Käytetään piirilevyjen valmistuksen kaltaista tekniikkaa, johon kuuluu kuparikerroksen levittäminen ja kuviointiprosessit. Jäykkä ja joustava kerros kohdistetaan ja liimataan tarkasti yhteen. Tämä vaihe voi vaatia liimojen, lämmön ja paineen käyttöä vahvan sidoksen muodostamiseksi kerrosten välille. Luo läpiviennit sähköisten yhteyksien muodostamiseksi jäykän ja joustavan kerroksen välille. Tämä voidaan saavuttaa esimerkiksi laserporauksella tai mikroläpivientien mekaanisella porauksella suunnitteluvaatimuksista riippuen. Asenna komponentit levyn jäykkään osaan joko standardia pinta-asennustekniikkaa (SMT) tai läpivientitekniikkaa käyttäen. Kun komponentteja sijoitetaan taivutusalueen lähelle, on kiinnitettävä erityistä huomiota siihen, että ne kestävät taivutuksen. Kun komponentit on asennettu, levyn joustava osa voidaan taivuttaa ja muotoilla haluttuun muotoon. Tämä saavutetaan tyypillisesti käyttämällä erityisiä laitteita, jotka käyttävät kontrolloitua painetta ja lämpöä haluttujen taivutuspisteiden luomiseksi.

Lopuksi suoritetaan perusteellinen testaus ja tarkastus jäykkien ja taipuisien levyjen toimivuuden ja luotettavuuden varmistamiseksi. Näihin kuuluvat lämpöjännityskokeet, lämpöshokkikokeet, kosteus- ja eristysresistanssikokeet, jännitekestävyyskokeet, kuorintalujuuskokeet, vetolujuuskokeet ja taivutuskokeet.Lämpöjännityskoe Testin tarkoitus: Arvioida lämpöjännityksen vaikutusta valmiin jäykän ja joustavan levyn liimauslaatuun ja pinnoitteen eheyteen paistamisen ja korkean lämpötilashokin jälkeen. Testauslaitteet: Uuni, juotosastia Testausmenetelmä: Aseta jäykkä ja joustava levy uuniin paistamista varten asiakkaan ohjeiden mukaisesti. Jos erityisiä ohjeita ei ole, noudata IPC-standardeja ja paista 120 °C:ssa vähintään 2 tuntia. Poista testilevy uunista pihtien avulla ja aseta se ritilälle jäähtymään huoneenlämpöiseksi. Levitä juoksutetta testilevyn molemmille puolille, kiinnitä se pihdeillä ja suorita lämpöjännityskoe upottamalla se sulaan juotteeseen juotosastian pinnalla. Lämpöjännityslämpötilan tulee olla 288 ± 5 °C 10 + 1/- 0 sekunnin ajan, toistettuna 3 kertaa (tai asiakkaan ohjeiden mukaan). Hyväksymiskriteerit: IPC-TM-650268:n mukaisesti delaminaatiota tai kuplimista ei sallita. Kuuma- ja kylmäshokkitestaus Testin tarkoitus: Arvioida jäykkien ja taipuisten levyjen pinnoitteen ja materiaalirakenteen laatua korkeiden ja matalan lämpötilan syklisten iskujen alaisena. Testauslaitteet: A) Lämpöshokkikammio B) Mikroohmimittari C) Metallografinen mikroskooppi Testausmenetelmä: Tunnista testattavat johtavat piirit testilevyltä ja mittaa niiden resistanssi mikroohmimittarilla. Aseta testilevy lämpöshokkikammioon ja altistetaan sille määritellyt olosuhteet joko asiakkaan vaatimusten tai IPC-standardien mukaisesti lämpötila-alueella -55 °C - 125 °C 15 minuutin ajan 100 syklillä. Testin jälkeen anna levyn palautua huoneenlämpöön ja mittaa johtavuusresistanssi mikroohmimittarilla. Hyväksymiskriteerit: IPC-TM-6502672:n mukaan testattavan levyn resistanssin prosentuaalinen kasvu testin jälkeen ei saisi ylittää 10 % ((testin jälkeen - ennen testiä) / ennen testiä * 100); poikkileikkausanalyysissä ei saa havaita delaminaatiota tai halkeilua. Kosteus- ja eristysresistanssitestaus Testin tarkoitus: Arvioida korkean lämpötilan ja kosteuden vaikutusta valmiin jäykän ja joustavan piirilevyn eristysresistanssiin. Testilaitteet: A) Vakiolämpötilauuni B) Megaohmimittari Testimenetelmä: Aseta testilevy uuniin ja paista sitä (50±5°C, 3 tuntia), ota sitten pois ja anna sen jäähtyä huoneenlämpötilaan. Aseta testilevy vakiolämpötila- ja kosteuskammioon ja kytke siihen 100±10VDC jännite. Mittaa testilevyn eristysresistanssi megaohmimittarilla (mittausjännite: 500VDC). Aseta lämpötila ja kosteus ja käynnistä vakiolämpötila- ja kosteuslaite (olosuhteet asiakkaan tai IPC:n spesifikaatioiden mukaisesti: lämpötila: 50±5°C, kosteus: 85~93%RH, kesto: 7 päivää). Testin jälkeen aseta testilevy huoneenlämpötilaan ja mittaa sen eristysresistanssi 1-2 tunnin kuluessa ja kirjaa mitattu arvo muistiin.Hyväksymiskriteerit: Standardien IPC-TM-650263IPC-6012-294&2.10.1 mukaan eristysresistanssin tulisi olla ≥500 MΩ ennen testiä ja ≥100 MΩ testin jälkeen. Jännitteenkestokoe Testin tarkoitus: Määrittää pienin jännite, jolla jäykän ja joustavan piirilevyn johtimien välinen eristys lävistetään. Testauslaitteet: Suurjännitekoestuskone Testausmenetelmä: Aseta jäykkä ja joustava piirilevy uuniin ja paista sitä 49–60 °C:n lämpötilassa vähintään 3 tuntia. Poista piirilevy ja anna sen jäähtyä huoneenlämpöiseksi. Avaa jännitteenkestomittari ja noudata asiakkaan vaatimuksia tai IPC:n testausolosuhteita (testijännite: 500+15/-0 VDC, testin kesto: 30+3/-0 sekuntia, vuotovirta: 0,5 mA). Arviointikriteerit: Standardin IPC-TM-650257 mukaan 30 sekunnin testin jälkeen vihreä valo osoittaa läpäisyn (OK) ja punainen valo osoittaa epäonnistumisen (NG). Irrotustesti Testin tarkoitus: Testata S/M-kalvon, musteen ja pinnoitteen tarttumislujuutta kuparipinnalla kelpuutusta varten. Testauslaitteet: 3M-teippi (malli 600, leveys 0,5 tuumaa) Testausmenetelmä: Leikkaa noin 2 tuumaa 3M-teippiä ja liimaa se levylle. Paina sitten teippiä tiukasti käsineillä ja poista mahdolliset ilmakuplat. Vedä teippiä nopeasti vaakasuunnassa testattavan jäykän ja joustavan levyn suuntaisesti (teippiä tulee painaa ja vetää 1 minuutin kuluessa). Hyväksymiskriteerit: Tarkasta irrotettava teippi silmämääräisesti IPC-TM-65024.281&241 -standardin mukaisesti. Teipissä ei saa olla S/M-kalvon, musteen tai pinnoitteen jäämiä. Vetotesti Testin tarkoitus: Testata PP-kalvon ja kuparifolion välistä tarttuvuutta. Testilaitteet: Vetotestauslaite. Testimenetelmä: Mittaa vedettävän viivan leveys ja valitse viiva, joka on vähintään 1 tuuman päässä levyn reunasta ja jonka leveys on vähintään 0,125 tuumaa. Puhalla testattavan siiman etupää kuumailmapistoolilla ja kaavi siimaa kaapimella noin 0,5 tuuman matkalta. Kiinnitä siiman kaavittu pää ja suorita vetokoe (90±5 asteen kulmassa) vähintään 2 tuuman minuutissa nopeudella, kunnes siiman pituus on vähintään 1 tuuma. Arviointikriteerit: IPC-TM-650248&24.81:n mukaan valmiin piirilevyn ominaisuuksien on oltava vähintään 6 lb/tuuma (1 lb = 0,454 kg). Alusta: A) 1/3 oz > 5 lb/tuuma, B) 0,5 oz > 6 lb/tuuma, C) 1 oz > 8 lb/tuuma, D) 2 oz > 10 lb/tuuma. Taivutuskoe Testin tarkoitus: Testata FPC:n (Flexible Printed Circuit) dynaamista taivutuskykyä ja varmistaa sähkön ja signaalinsiirron vakaus dynaamisen käytön aikana. Testilaite: Taivutuskoestuskone Testimenetelmä: Hitsaa johdot testinäytteen piirin molempiin päihin ja kiinnitä ne taivutuskoestuskoneeseen. Aseta taivutuskoeparametrit asiakkaan eritelmien tai IPC-standardien mukaisesti: edestakaisen taivutuksen sisähalkaisija on 2,0 ± 0,2 mm, edestakaisen liikkeen iskunpituus on 120 ± 5 mm ja testinopeus on 100 RPM.Taivutusten lukumäärää lasketaan, kunnes virta katkeaa (impedanssin muutosnopeus on mitattava testin aikana). Testistandardi: Perustuu IPC-TM-65024.3:een. Lopuksi suoritamme jäykän flex-levyn viimeisen viimeistelyn, joka sisältää lopullisen pintakäsittelyn ja suojapinnoitteen, kuten juotosmaskin, pintakäsittelyn ja tiivistyksen. Jäykän flex-levyn valmistuksen viimeisessä viimeistelyvaiheessa pintakäsittely ja suojapinnoitteiden levittäminen ovat välttämättömiä suojan tarjoamiseksi ja juotettavuuden parantamiseksi. Juotosmaski: Juotosmaski on piirilevylle levitettävä suojapinnoite, joka peittää ja suojaa alueita, jotka eivät vaadi juottamista, kuten piirilevyjä ja metallisia liitäntäpisteitä. Se on tyypillisesti vihreä pinnoitekerros, mutta se voi olla myös muissa väreissä, kuten punainen, sininen tai valkoinen. Juotosmaski auttaa estämään oikosulkuja ja sähköisiä häiriöitä ja tarjoaa samalla lisäsuojakerroksen. Pinnan viimeistely: Pinnan viimeistelyllä tarkoitetaan pinnoitteen tai metallilevyn levittämistä piirilevyn metallipinnalle sen korroosionkestävyyden, juotettavuuden ja sähköisten ominaisuuksien parantamiseksi. Yleisiä pinnan viimeistelymenetelmiä ovat: Kuumailmajuotteiden tasoitus (HASL): Tämä on yleinen pintakäsittelymenetelmä, jossa metallipinnalle levitetään kerros sulaa juotetta ja ylimääräinen juote poistetaan ilmaveitsellä. Kemikaaliton nikkeliupotuskulta (ENIG): Tässä pintakäsittelymenetelmässä metallipinnalle kerrostetaan peräkkäin nikkelikerros ja kultakerros. Se tarjoaa hyvän tasaisuuden, juotettavuuden ja korroosionkestävyyden, joten se soveltuu erittäin tarkkoihin piireihin. Orgaaninen juotettavuuden säilöntäaine (OSP): Tämä pintakäsittelymenetelmä muodostaa metallipinnalle orgaanisen suojakerroksen, joka tarjoaa suojaa ja korroosionkestävyyttä. OSP-kerros on levitettävä juuri ennen juottamista, koska sillä ei ole pitkäaikaista vakautta kuten muilla pintakäsittelymenetelmillä. Konformaalipinnoite: Joustavien osien ja piirilevyjen kriittisille alueille voidaan levittää konformaalipinnoitekerros lisäsuojan aikaansaamiseksi. Konformaalipinnoite on tyypillisesti läpinäkyvä pinnoite, joka levitetään piirilevylle peittämään ja suojaamaan elektronisia komponentteja, juotosliitoksia ja seurantajohtoja. Tämä pinnoite auttaa estämään piirilevyn vaurioitumisen kosteudelta, pölyltä, kemikaaleilta ja muilta ympäristötekijöiltä ja tarjoaa samalla eristystä ja korroosionkestävyyttä. Nämä viimeiset kokoonpanovaiheet edistävät jäykkien ja taipuisien piirilevyjen kestävyyttä, luotettavuutta ja vakautta. Juotosmaskin, pintakäsittelyn ja tiivistyspinnoitteiden avulla piirilevyjen käyttöikää voidaan pidentää, mikä tarjoaa lisäsuojakerroksia, jotka sopeutuvat erilaisiin ympäristöolosuhteisiin. Tämä auttaa suojaamaan piirilevyjä kosteudelta, korroosiolta, oikosuluilta,...ja muita haitallisia vaikutuksia samalla varmistaen luotettavat juotospinnat turvallisia liitoksia varten kokoonpanoprosessin aikana. Jäykkien ja taipuisien piirilevyjen valmistus vaatii erikoisosaamista ja -tekniikoita, mutta noudattamalla oikeita vaiheita ja ohjeita voidaan valmistaa korkealaatuisia jäykkiä ja taipuisia piirilevyjä onnistuneesti. Yksityiskohtiin ja laadunvalvontaan on kiinnitettävä huomiota suunnittelun, materiaalivalinnan, laminointiprosessin, kokoonpanojuottamisen ja testauksen validoinnin kaikissa vaiheissa. Teknologian jatkuvan kehityksen myötä jäykillä ja taipuisimmilla piirilevyillä on ratkaiseva rooli laajemmassa valikoimassa elektronisia laitteita, jotka tarjoavat joustavia ja luotettavia ratkaisuja innovatiivisille elektroniikkatuotteille.

Asiakastuki