Piirilevyjen poraus on kallein ja aikaa vievin prosessi piirilevyjen valmistuksessa. Piirilevyjen porausprosessi on suoritettava huolellisesti, koska pienikin virhe voi johtaa merkittäviin hävikkeisiin. Porausprosessi on piirilevyjen valmistuksen kriittisin vaihe. Se muodostaa perustan läpivientien ja eri kerrosten välisille liitoksille, joten poraustaidot ovat erittäin tärkeitä.Piirilevyjen poraustekniikat
Piirilevyjen poraustekniikoita on pääasiassa kahdenlaisia: mekaaninen poraus ja laserporaus.
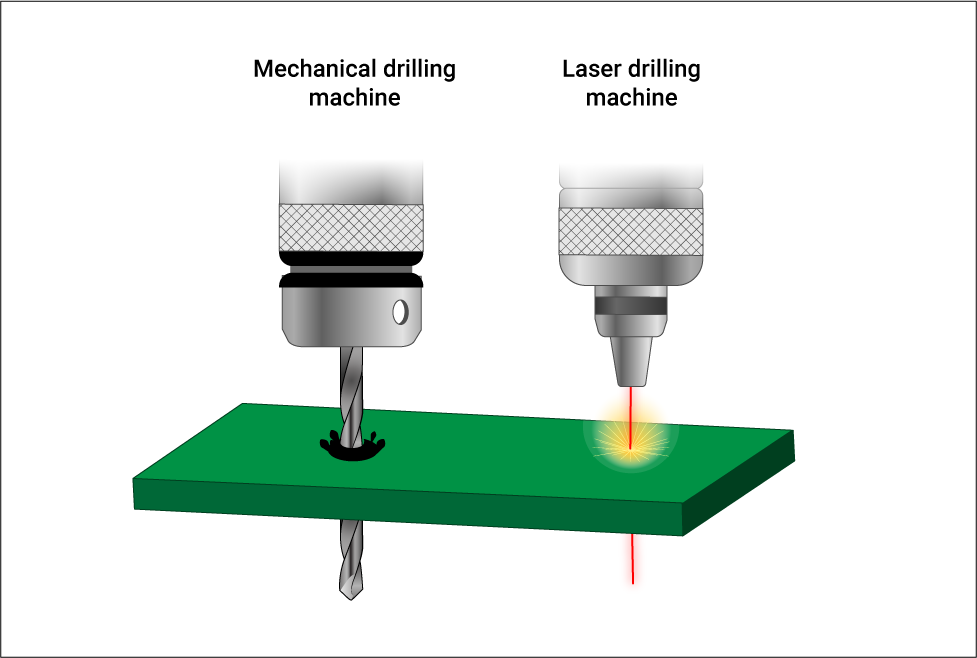
Mekaanisella porauksella on alhaisempi tarkkuus, mutta se on helppo toteuttaa. Tässä poraustekniikassa käytetään mekaanisia poranteriä. Näiden poranterien tuottaman reiän vähimmäiskoko on noin 6 miliä (0,006 tuumaa). Mekaanisen porauksen rajoitukset Pehmeämmillä materiaaleilla, kuten FR4:llä, mekaanisia poria voidaan käyttää noin 800 sykliä. Tiheämmillä materiaaleilla käyttöikä voi lyhentyä 200 sykliin. Jos piirilevyvalmistajat jättävät tämän huomiotta, se voi johtaa virheellisiin reikiin, mikä johtaa piirilevyn romuttumiseen.Toisaalta laserporaus voi luoda pienempiä reikiä. Laserporaus on kosketukseton prosessi, jossa työkappale ja työkalu eivät kosketa toisiaan. Lasersädettä käytetään materiaalin poistamiseen piirilevyltä ja tarkkojen reikien luomiseen, mikä mahdollistaa poraussyvyyden vaivattoman hallinnan. Lasertekniikkaa käytetään helposti poraamaan kontrolloidun syvyyden omaavia läpivientejä, mikä mahdollistaa tarkan poraamisen, joiden vähimmäishalkaisija on 2 miliä (0,002 tuumaa). Laserporauksen rajoitukset Painetut piirilevyt (PCB) on valmistettu kuparista, lasikuiduista ja hartseista, joilla on erilaiset optiset ominaisuudet, mikä tekee lasersäteen tehokkaan tunkeutumisen piirilevyyn haastavaksi. Laserporaus on tässä tapauksessa myös suhteellisen kustannustehokas.Piirilevyjen porausprosessi
Piirilevyinsinööreille piirilevyjen valmistuksen ymmärtäminen on olennaista piirilevyjen suunnittelussa. Tämä varmistaa, että piirilevysuunnittelu on valmistettavissa ja luotettava. Toisaalta valmistusprosessien huomioon ottaminen suunnittelun aikana voi vähentää kustannuksia ja mahdollistaa oikea-aikaisen tuotteen toimituksen. Laminointiprosessin jälkeen monikerroksinen levy ladataan porakoneen ulostulomateriaalipaneeliin. Ulostulomateriaali vähentää purseiden muodostumista. Purseet ovat kuparin ulkonemia, jotka muodostuvat, kun porausakseli lävistää levyn. Tämän paneelin päälle pinotaan lisää kerroksia ja kohdistetaan ne huolellisesti. Lopuksi koko pinon päälle asetetaan alumiinifoliolevy. Alumiinifolio estää purseiden muodostumisen ja haihduttaa poranterän nopean pyörimisen aiheuttaman lämmön. Kun tarvittava määrä reikiä on porattu, piirilevy lähetetään purseenpoistoon ja puhdistukseen. Porauslaadun kriittisen merkityksen vuoksi työkalujen geometria on otettava huomioon. Pikateräs (HSS) ja volframikarbidi (WC) ovat yleisesti käytettyjä poranterämateriaaleja komposiittimateriaalien poraamiseen. Lasikuituvahvisteisen polymeerin (GFRP) käsittelyn aikana kovametalliset työkalut voivat tarjota pidemmän työkalun käyttöiän. Kovametallisia poranteriä käytetään tyypillisesti piirilevyjen poraamiseen.- Pistekulma ja kierrekulma
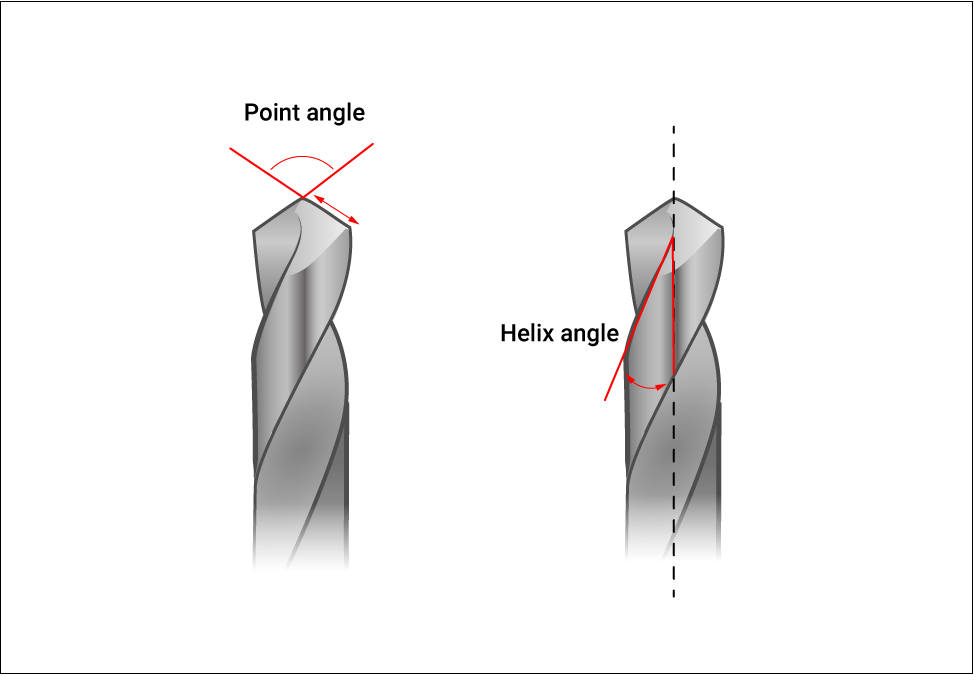
Piirilevyporanterän kärkikulma on 130° ja kierrekulma on 30° - 35°. Kärkikulma sijaitsee poranterän kärjessä ja se mitataan näkyvimpien leikkaussärmien välistä. Kierrekulma on poranterän sivussa oleva kulma leikkauspisteessä.
- Numeerinen ohjaus (NC) -porakone
CNC-porakone on esiohjelmoitu tietokoneohjattu (CNC) kone. Poraus suoritetaan CNC-järjestelmään syötettyjen XY-koordinaattien perusteella. Kara pyörii suurella nopeudella, mikä varmistaa tarkan porauksen levylle. Karan pyöriessä suurella nopeudella reiän seinämän ja karan välinen kitka aiheuttaa lämpöä, joka sulattaa reiän seinämän hartsikomponentit ja johtaa hartsin leviämiseen. Kun tarvittavat reiät on porattu, ulostulo- ja sisääntulopaneelit hylätään. Tämä on pieni yksityiskohta siitä, mitä työpajassa tapahtuu. Toisin kuin syövytys- ja pinnoitusprosesseissa, porausprosesseilla ei ole kiinteää kestoa. Porausaika työpajassa vaihtelee porattavien reikien määrän mukaan.
Kaksi tärkeää näkökohtaa piirilevyjen porauksessa
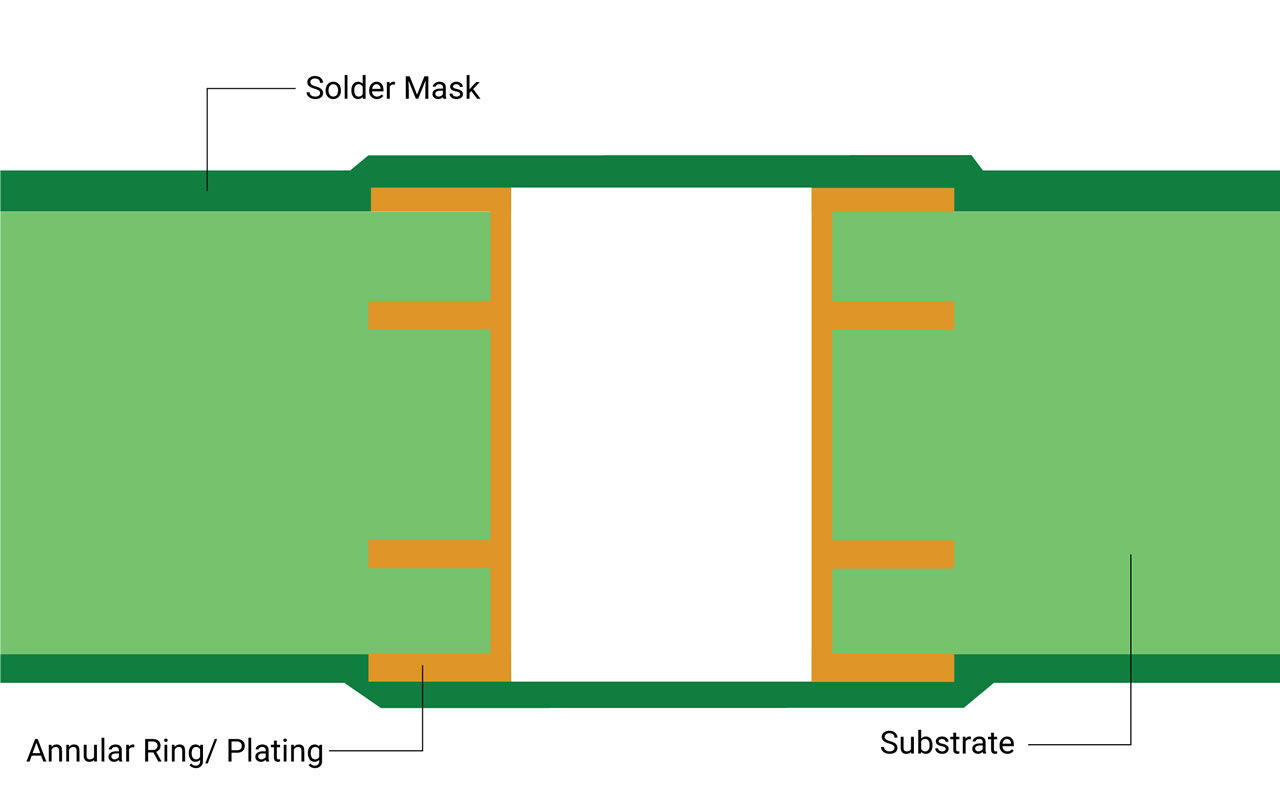
Sivusuhde viittaa kykyyn pinnoittaa kupari tehokkaasti reiän (via) sisään. Halkaisijan pienentyessä ja syvyyden kasvaessa kuparin pinnoittaminen reiän sisällä muuttuu haastavaksi tehtäväksi. Tämä vaatii galvanointikylvyn, jolla on korkea tasainen pinnoituskyky, jotta neste voi virrata pieniin reikiin. Sivusuhde (AR) = (reiän syvyys / poran halkaisija) Läpivientien sivusuhde on 10:1 ja mikrovia-aukkojen 0,75:1. Tyypillisesti 62 ml:n piirilevylle vähimmäisporan koko voi olla 6 milliä.Kupari-kupari-väli on tasomainen rako poratun reiän reunan ja lähimmän kupariosan välillä. Lähin kupariosa voi olla kuparijälki tai mikä tahansa muu aktiivinen kuparialue. Tämä on ratkaiseva tekijä, koska pienetkin poikkeamat voivat johtaa virtapiirin katkoksiin. Tyypillinen kuparin porausreiän arvo on noin 8 milliä. Minimiväli = rengasmaisen renkaan leveys + juotosmaskin padon väli.Piirilevyporauksen luokittelu
Pinnoitetut läpireiät (PTH) ovat johtavaa läpivientiä, joka kuljettaa signaaleja ja mahdollistaa liitännät piirilevyn eri kerrosten välillä. Sitä käytetään komponenttien turvalliseen kiinnittämiseen piirilevyn kokoonpanoprosessin aikana. Pinnoittamattomat läpireiät (NPTH) ovat johtamattomia reikiä. Näillä rei'illä ei ole toleranssirajoja, koska komponentit eivät sovi, jos reiän koko on liian suuri. Reikien poraaminen piirilevylle on haastava tehtävä, joka vaatii suurta tarkkuutta ja tiettyjen suunnittelusääntöjen noudattamista.Päällystetty läpireikä (PTH)
Valmiin reiän koko (vähintään) = 0,006 tuumaa Rengasmaisen renkaan koko (vähintään) = 0,004 tuumaa Reunasta reunaan -etäisyys (mistä tahansa muusta pintarakenteesta) (vähintään) = 0,009 tuumaaPäällystämätön läpireikä (NPTH)
Valmiin reiän koko (vähintään) = 0,006 tuumaa Reunasta reunaan -etäisyys (mistä tahansa muusta pintarakenteesta) (vähintään) = 0,005 tuumaaPiirilevyjen poraamisen vaarat
Toistuvan käytön jälkeen poraustyökalut kuluvat ja rikkoutuvat alttiiksi, mikä johtaa seuraaviin ongelmiin:- Reiän paikannuksen tarkkuuden heikkeneminen
Kun poranterä ei osu haluttuun pisteeseen ja liikkuu samaa akselia pitkin, tarkkuus heikkenee. Porausliikkeen aiheuttama ajautuminen voi aiheuttaa reiän rengasmaisten osumien leikkaamisen tai murtumisen.- Karheus porattujen reikien sisällä
Karheus voi johtaa epätasaiseen kuparipinnoitteeseen, mikä puolestaan voi johtaa ilmarakoihin ja tynnyrin halkeamiin. Kuparipinnoitusliuos voi tunkeutua reiän seinämiin ja heikentää eristysvastusta.Porauksen aikana syntyvän lämmön vuoksi piirilevyn hartsi voi sulaa. Sula hartsi tarttuu reiän seinämiin ja aiheuttaa hartsin leviämistä. Tämä puolestaan johtaa huonoon kuparipinnoitteeseen ja johtaviin vikoihin läpivientien ja piirin sisäkerrosten välillä. Hartsijäämät poistetaan kemiallisilla liuoksilla.- Sisään- ja ulostulojäysteiden esiintyminen
Purskeella tarkoitetaan kuparin tarpeetonta ulkonemista rei'istä porauksen jälkeen, ja sitä esiintyy monikerroksisten piirilevyjen ylä- ja alapinnoissa.Väärät porausolosuhteet voivat aiheuttaa kuparin sisäkerroksen taipumisen, mikä johtaa epätasaiseen pinnoitukseen ja johtavuusongelmiin.Piirilevykerrosten osittaista irtoamista kutsutaan delaminaatioksi, ja virheellinen poraus voi aiheuttaa delaminaation.Korjaavat toimenpiteet
Tämä on kemiallinen prosessi, jota käytetään reikien seinämiin kertyneen sulaneen hartsin poistamiseen. Prosessi poistaa ei-toivotun hartsin ja parantaa johtavuutta läpiviennin läpi.Tämä on mekaaninen prosessi, jolla voidaan poistaa metallin (kuparin) koholla olevat päät (purseet), joita kutsutaan purseiksi. Reiän sisällä olevat jäljelle jääneet palaset poistetaan purseenpoistoprosessilla, jota seuraa toistuva puhdistusprosessi.Voidaan välttää käyttämällä laserporausta. Kuten aiemmin mainittiin, laserporauksessa työkappale ja työkalu eivät kosketa toisiaan, mikä estää delaminaation irtoamisen.Piirilevyjen poraustekniikat
Ohjainreikien poraaminen oikeaa porausta varten
Ensimmäinen vaihe ennen poraamista on ohjausreiän tekeminen. Tämä tehdään estämään poranterän "vaeltelu", mikä tarkoittaa, että poranterä aloittaa yhdestä kohdasta ja liikkuu sitten odottamattomaan suuntaan porauksen aikana. Ohjausreikä voidaan tehdä manuaalisesti pienillä poranterillä tai automaattisesti porakoneella. Jos ohjausreiät tehdään porakoneella, poranterät vedetään ulos työkalusta yksi kerrallaan. Tässä prosessissa käytettävien poranterien määrä riippuu porattavan piirilevyn koosta. Esimerkiksi jos käytetään 0,2 millimetrin poranterää, yksi reikä voidaan porata neljästä. Tämä prosessi jättää yleensä pienen metallijäljen piirilevyyn, kun jokainen poranterä poistetaan.Käytä pystysuoria piirilevyporanteriä poraamiseen kulmassa
Kulmassa poraaminen vaatii erikoisporanteriä, joita myydään yleensä sarjoina ja joita on saatavilla eri kokoisina. Koot ovat:
Lankapaksuusporanterät: Käytetään 0,8–1 millimetrin paksuisille langoille.
Pienet poranterät: Sopivat reikiin, joiden paksuus tai halkaisija on 0,7–2 millimetriä, mukaan lukien litteät ja pyöreät muodot.
Keskikokoiset poranterät: Tätä tyyppiä käytetään reikien poraamiseen, joiden paksuus tai halkaisija on 2–10 millimetriä, tyypillisesti litteiden ja pyöreiden muotojen osalta.
Suuret poranterät: Näitä poranteriä käytetään 5 millimetrin tai suurempien reikien poraamiseen. Ne voivat olla litteitä tai pyöreitä valmistajasta riippuen.
Käytä oikean kokoisia poranteriä
On tärkeää varmistaa, että piirilevyjen poraamiseen käytettävät poranterät ovat oikean kokoisia. Jos poranterä on liian suuri, se voi vahingoittaa piirilevyn sisällä olevia komponentteja porattaessa. Toisaalta, jos se on liian pieni, se ei salli johtojen kulkemista poratun reiän läpi.Oikean nopeuden ja tehon omaavien poranterien käyttö
Poranterän teho ja nopeus määräävät metallin poraustehokkuuden. Yleisimmät vaihtoehdot ovat:
Suurnopeusporanterät: Tämän tyyppinen poranterä voi porata metallin läpi nopeasti ja tehokkaasti, mutta pitkäaikainen käyttö yhdessä istunnossa voi johtaa ongelmiin.
Pikateräsporanterät: Näitä tyyppejä käytetään suurempiin porausoperaatioihin, ja ne soveltuvat useiden, ei liian paksujen piirilevyjen poraamiseen.
Pinnoitetut poranterät: Näitä poranteriä käytetään piirilevyjen poraukseen ja pinnoitukseen sekä paksujen levyjen poraamiseen tai yhdessä suurtaajuusilmavasaran kanssa.
Porakoneen käyttö
Porakone on paras valinta tarkimpien reikien poraamisen varmistamiseksi. Niiden poraustehokkuus on vähintään neljä kertaa suurempi kuin käsiporakoneiden, ja niissä käytetään yleisesti alan standardin mukaisia poranteriä.Porakoneen toiminnan ymmärtäminen
Porakoneet vaihtelevat hinnaltaan ja ominaisuuksiltaan, mutta ne kaikki toimivat käyttämällä sopivaa painetta metallin poraamiseen. Mitä suurempi paine, sitä nopeampi porausnopeus. Poraustyyppejä on erilaisia, kuten "ristikkäisporaus", "uppoporaus", "tuuletusreiät" ja "viisteporaus". Yleisimmin käytetyssä porakonetyypissä on pystysuora paneeli (poraa metallilevyyn tietyssä kulmassa). Tätä tyyppiä käytettäessä varmista, että poranterä osoittaa ylöspäin ja että kulma vastaa piirilevyn reikiä.Porakoneen käyttö piirilevyjen poraamiseen
Porakonetta voidaan käyttää piirilevyjen porauksen jokaisessa vaiheessa, erityisesti silloin, kun tarvitaan tarkkaa porausta. Vaikka porakoneen käyttöönotto vie jonkin aikaa, se voi oikein käytettynä tuottaa erinomaisia tuloksia.Ole varovainen reikiä poratessasi
Reikien poraaminen piirilevylle voi olla haastavaa ilman asianmukaisia työkaluja ja materiaaleja. Käytä aikaa ja ole kärsivällinen poratessasi, sillä kiirehtiminen voi vahingoittaa piirilevyä. Varmista aina, että porausnopeus ei ole liian nopea eikä liian hidas. On myös tärkeää käyttää suojalaseja poratessasi näkösi suojaamiseksi.Piirilevyn puhdistus poranterän käytön jälkeen
Piirilevyn poraamisen jälkeen reiät on puhdistettava harjalla ja liuottimella. Liuotin poistaa kaikki metallijätteet, joita on saattanut syntyä piirilevylle porauksen aikana, varmistaen, että piirilevyä voidaan käyttää tehokkaasti poraamisen jälkeen.Juotteen levittäminen porareikiin
Kun piirilevyn poraus on valmis, levitä juotetta uusiin reikiin ja sulata ne pienikärkisellä juottimella. Varmista juotteen asianmukainen tarttuminen pujotamalla lanka yhden reiän läpi ja lämmittämällä sitä. Tämä estää juotteen tippumisen reiästä. Paina sitten lankaa varovasti varmistaaksesi tukevan liitoksen. Varmista, ettei piirilevyssä ole pieniä roskia tai siruja poratessasi tai tehdessäsi uria sopivalla poranterällä. Jos poranterästä löytyy roskia tai siruja, ne voivat aiheuttaa ongelmia porausprosessin aikana ja johtaa ei-toivottuihin tuloksiin. Piirilevyn poraaminen voidaan suorittaa oikein vahingoittamatta poranteriä. Jos mekaaniset osat joutuvat kuitenkin kosketuksiin poranterien kanssa koneen käytön aikana, ne voivat vahingoittaa niitä.DFM-piirilevyjen porauksen varmennustekniikat:
- Sivusuhde on pidettävä mahdollisimman pienenä poranterän kulumisen välttämiseksi.
- Mitä enemmän porakokoja lisätään, sitä enemmän poranteriä valmistajan on käytettävä. Toisaalta porareikien kokovalikoiman vähentäminen lyhentää porausaikaa.
- Vahvista, että olet määritellyt porareikien tyypit (PTH/NPTH).
- Tarkista porareikien sijainnit/mitat poraustiedoston ja tehdastulosteen välillä.
- Alle 0,006 tuuman kokoiset suljetut reiät on käsiteltävä.
- Jos kuparikerroksen porausreiät ja muut ominaisuudet jäävät piirilevyn ääriviivojen ulkopuolelle, pienennä pinnoitetun läpireiän (PTH) kokoa, jotta se täyttää vähimmäiskuvasuhdetta (A/R) koskevat vaatimukset.
- Pinnoitetuille läpirei'ille (PTH), joiden toleranssit ovat alle +/- 0,002", ja pinnoittamattomille läpirei'ille (NPTH), joiden toleranssit ovat +/- 0,001", on valmistuspiirustuksessa merkittävä kaaret puuttuvien NPTH-porausreikien/urien tai lovien sijainneille poraustiedostosta.
- Lisää juotetta porattuihin reikiin.
- Käytä tarkkuusporakonetta tarkkaan poraukseen.
- Puhdista piirilevy poraamisen jälkeen.
Hyödynnä innovatiivista tietämystä ja nosta piirilevyjen poraustaitojasi näillä hienostuneilla tekniikoilla. Sisällyttämällä nämä yhdeksän hienostunutta menetelmää projekteihisi, vapautat tarkkuuden ja tehokkuuden maailman piirilevyjen valmistusprosessissasi. Pysy askeleen edellä ja katso, kuinka suunnitelmasi kukoistavat virheettömästi toteutetuilla porarei'illä, jotka tasoittavat tietä saumattomille elektronisille liitännöille. Aloita matkasi kohti täydellisiä piirilevyjä jo tänään ja anna innovaation ja asiantuntemuksen ohjata tiesi vertaansa vailla olevaan menestykseen piirien maailmassa.
Uudista piirilevyvalmistuksesi SprintPCB:n avulla SprintPCB on tunnettu korkean teknologian yritys, joka on erikoistunut tarjoamaan poikkeuksellisia piirilevyvalmistuspalveluita globaaleille asiakkaille. Laajan toimialaosaamisemme ja kilpailukykyisten hinnoittelumme avulla voit suunnata huomiosi organisaatiosi tärkeimpiin osiin. Ota meihin yhteyttä jo tänään ja tutustu yhteistyömahdollisuuksiin sekä siihen, kuinka voimme auttaa sinua ylittämään tavoitteesi.