Piirilevyjen (Printed Circuit Board) valmistusprosessissa juotosmaskin avaaminen on kriittinen vaihe, joka tarjoaa luotettavan suojan ja eristyksen samalla varmistaen juotosprosessin tarkkuuden ja vakauden. Optimaalisen juotosmaskin avaamisen saavuttaminen ei kuitenkaan ole helppoa. Tässä artikkelissa esitellään viisi keskeistä tekijää ja parasta käytäntöä, jotka auttavat maksimoimaan juotosmaskin avaamisen vaikutuksen piirilevyillä ja parantamaan siten tuotteen luotettavuutta ja suorituskykyä. Ennen kuin keskustelemme keskeisistä tekijöistä, ymmärretään ensin juotosmaskin avaamisen määritelmä ja tarkoitus. Juotosmaskin avaaminen saavutetaan levittämällä juotosmaskimateriaalia juotosalustan alueelle ja poistamalla tiettyjä alueita. Tämä auttaa suojaamaan juotosalustoja tahattomalta juottamiselta ja oikosuluilta. Juotosmaskin avaaminen auttaa myös vähentämään sähkömagneettisia häiriöitä juotosalustojen ja muiden piirikomponenttien välillä, mikä parantaa piirin yleistä luotettavuutta. Seuraavaksi tarkastellaan viittä keskeistä tekijää ja parasta käytäntöä juotosmaskin avaamisen tehokkuuden maksimoimiseksi piirilevyllä.
Keskeinen tekijä 1: Juotosmaskin aukon tarkka suunnittelu
Piirilevyjen valmistusprosessissa juotosmaskin aukon tarkka suunnittelu on ratkaiseva tekijä juotosmaskin optimaalisen peiton saavuttamiseksi juotosalustoilla. Tarkka suunnittelu varmistaa, että juotosmaskin materiaali peittää juotosalustan asianmukaisesti välttäen samalla ristiriitoja muiden piirikomponenttien ja juotosjohtojen kanssa. Seuraavia näkökohtia käsitellään yksityiskohtaisesti juotosmaskin aukon tarkan suunnittelun varmistamiseksi.Juotosalustan mitat ja muoto:
Ensinnäkin juotosalustojen mitat ja muoto määritetään piirilevyn suunnitteluvaatimusten ja sovellustarpeiden perusteella. Näiden parametrien tulisi ottaa huomioon juotosalustojen toimivuus, virransietokyky ja etäisyysvaatimukset muiden komponenttien kanssa. Juotosalustojen mittojen ja muodon järkevä suunnittelu antaa tarkan viitteen juotosmaskin avaamista varten.
Juotosmaskin materiaalin reunan jatke:
Juotospinnan täydellisen suojauksen varmistamiseksi juotosmaskimateriaalin reunan tulisi ulottua asianmukaisesti juotospinnan rajan ulkopuolelle. On suositeltavaa asettaa juotosmaskimateriaalin jatkopituus puoleen juotospinnan halkaisijasta. Tämä varmistaa juotospinnan ympäröivän alueen riittävän suojan ja estää tahattomat oikosulut juottamisen aikana.Välimatka muiden komponenttien kanssa:
Juotosmaskin avauskohdan suunnittelussa on tärkeää ottaa huomioon etäisyys muihin komponentteihin, kuten vastusten, kondensaattoreiden ja sirujen kanssa. Tämä estää mahdolliset ristiriidat juotosmaskin materiaalin ja muiden komponenttien välillä ja varmistaa, että juotosalueiden laatu ja liitettävyys eivät vaikuta juotosmaskin avausprosessin aikana. On tärkeää suunnitella komponenttien välinen etäisyys asianmukaisesti varmistaen, että juotosmaskin avausalueen ja muiden komponenttien välillä on riittävästi tilaa.Reititys ja signaalin eheys:
Juotosmaskin aukon suunnittelussa on tärkeää ottaa huomioon, että reititysalueilla ei ole negatiivista vaikutusta signaalin siirtoon ja piirin toimintaan. Erityisesti korkeataajuisten tai herkkien signaalialustojen kohdalla hyvän signaalin eheyden ylläpitäminen on ratkaisevan tärkeää. Juotosmaskin aukon suunnittelussa on varmistettava, ettei juotosmaskin materiaali ole liian lähellä signaalijohtimia tai korkeataajuisia komponentteja signaalin ylikuulumisen ja häviön minimoimiseksi.Piirilevysuunnittelutyökalujen käyttö:
Tarkkojen juotosmaskien avausmallien saavuttamiseksi tarvitaan ammattimaisia piirilevysuunnittelutyökaluja. Nämä työkalut tarjoavat runsaasti ominaisuuksia ja vaihtoehtoja juotosalustojen mittojen, muodon ja juotosmaskien avausalueiden tarkaksi määrittämiseksi. Näiden työkalujen avulla suunnittelijat voivat varmistaa suunnittelunsa johdonmukaisuuden ja tarkkuuden, mikä parantaa juotosmaskien avaustoimintojen tehokkuutta ja laatua. Juotosmaskien avaustoimintojen tarkka suunnittelu on yksi tärkeimmistä tekijöistä optimaalisten juotosmaskien avaustoimintojen saavuttamisessa. Suunnitteluprosessin aikana tulisi ottaa huomioon sellaisia tekijöitä kuin alustan koko ja muoto, juotosmaskin materiaalin reunan ulottuvuus, etäisyys muihin komponentteihin, reititys, signaalin eheys ja ammattimaisten piirilevysuunnittelutyökalujen käyttö. Ottamalla nämä tekijät kokonaisvaltaisesti huomioon suunnittelijat voivat varmistaa juotosmaskien avausalueiden tarkkuuden ja johdonmukaisuuden, mikä saavuttaa parhaat juotosmaskien avaustoiminnot. Tämä auttaa parantamaan piirilevyn luotettavuutta, suorituskykyä ja tuotantotehokkuutta.Keskeinen tekijä 2: Sopivan juotosmaskimateriaalin valinta
Sopivan juotosmaskimateriaalin valinta on yksi tärkeimmistä tekijöistä juotosmaskin optimaalisen avautumisen varmistamiseksi. Eri juotosmaskimateriaaleilla on erilaiset ominaisuudet ja sovellettavuus, joten on tarpeen valita sopiva materiaali tiettyjen sovellusvaatimusten perusteella.Polyimidi (PI) -juotosmaskin materiaali:
Polyimidi on yleisesti käytetty juotosmaskimateriaali, jolla on erinomainen lämmönkesto ja sähköeristysominaisuudet. Erinomaisen kemikaalienkestävyytensä ja mekaanisen lujuutensa ansiosta PI-juotosmaskimateriaalia käytetään tyypillisesti erittäin luotettavissa sovelluksissa, kuten ilmailu- ja sotilasalan piirilevyissä. Lisäksi PI-juotosmaskimateriaalilla on alhainen vedenimeytyminen ja erinomainen mittapysyvyys, mikä mahdollistaa juotosmaskin luotettavan suojauksen monimutkaisissa ympäristöolosuhteissa.Valoherkän juotosmaskin (PSR) materiaali:
Valoherkkä juotosmaskimateriaali on sopiva valinta nopeaan tuotantoon ja tiheille piirilevyille. PSR-materiaali kovettuu ultraviolettisäteilyllä (UV) ja sillä on hyvä tarttuvuus ja lämmönkestävyys. Se voi tarjota ohuemman juotosmaskikerroksen, mikä auttaa pienentämään juotosalustan kokoa ja lisäämään juotosalustan tiheyttä. Lisäksi PSR-materiaalilla on vähän jäämiä ja korkea kemiallinen stabiilius, joten se sopii erilaisiin käyttötarkoituksiin.Lämpökovettuvan juotosmaskin (TSM) materiaali:
Lämpökovettuva juotosmaskimateriaali on yleinen valinta juotosmaskisovelluksiin, sillä se tarjoaa erinomaisen lämmönkestävyyden ja kemiallisen stabiilisuuden. TSM-materiaalit kovettuvat korotetuissa lämpötiloissa muodostaen kovan ja kulutusta kestävän juotosmaskikerroksen. Niillä on korkea kuoriutumislujuus ja mekaaninen eheys, jotka suojaavat juotosalustoja tehokkaasti ulkoisilta ympäristö- ja fyysisiltä vaurioilta. TSM-materiaaleja käytetään tyypillisesti teollisuuselektroniikassa ja tietoliikennelaitteissa, ja ne tarjoavat luotettavan juotosalustojen suojan ja kestävyyden. Sopivia juotosmaskimateriaaleja valittaessa on otettava huomioon muita tekijöitä, kuten kustannukset, tuotantoprosessit ja ympäristövaatimukset. Eri materiaaleilla voi olla erilaiset hinnat ja käsittelyvaatimukset, joten parhaan valinnan tekemiseksi on tarpeen punnita useita tekijöitä. Lisäksi juotosmaskimateriaalin ja muiden piirilevykomponenttien yhteensopivuus on otettava huomioon yleisen suorituskyvyn ja luotettavuuden varmistamiseksi. Sopivan juotosmaskimateriaalin valinta on yksi tärkeimmistä tekijöistä juotosmaskin avaamisen tehokkuuden varmistamiseksi. Eri materiaalivaihtoehtojen arviointi sovelluksen tarpeiden ja erityisvaatimusten perusteella ottaen huomioon kustannukset, suorituskyky ja tuotantovaatimukset on olennaista parhaan juotosmaskin tehokkuuden ja luotettavuuden varmistamiseksi.Keskeinen tekijä 3: Juotosalustojen asianmukaisen pintakäsittelyn suorittaminen
Juotosalueiden pintakäsittely on yksi tärkeimmistä tekijöistä, jotka varmistavat juotosmaskin avaamisen tehokkuuden. Se vaikuttaa suoraan juotosmaskin materiaalien tarttumiseen ja pysyvyyteen, mikä puolestaan vaikuttaa juotosalueiden yleiseen laatuun ja luotettavuuteen. Juotosalueiden sopivia pintakäsittelymenetelmiä valittaessa on otettava huomioon sellaisia tekijöitä kuin juotosalueiden materiaali, prosessivaatimukset ja kustannustehokkuus. Seuraavassa on yksityiskohtaiset kuvaukset useista yleisistä juotosalueiden pintakäsittelymenetelmistä.Juotosmaskimateriaalien valinta
Ennen juotosalueiden pintakäsittelyä on tarpeen valita sopivat juotosmaskimateriaalit. Yleisiä juotosmaskimateriaaleja ovat polyimidi (PI), valoherkkä juotosesisti (PSR) ja lämpökovettuva juotosesisti (TSR). Eri materiaaleilla on erilaiset ominaisuudet ja sopivat käyttökohteet. Esimerkiksi polyimidillä on erinomainen lämmönkestävyys ja se soveltuu juotossovelluksiin korkeissa lämpötiloissa. Valoherkät juotosmaskimateriaalit soveltuvat juotosmaskien avaamiseen, joka vaatii suurta tarkkuutta kuvioiden aikaansaamiseksi. Toisaalta lämpökovettuvat juotosmaskimateriaalit tarjoavat paremman mekaanisen lujuuden ja kemikaalien kestävyyden. Sopivan juotosmaskimateriaalin valinta erityisvaatimusten perusteella on ensimmäinen askel juotosalueiden onnistuneen pintakäsittelyn varmistamisessa.Pintakäsittelymenetelmät
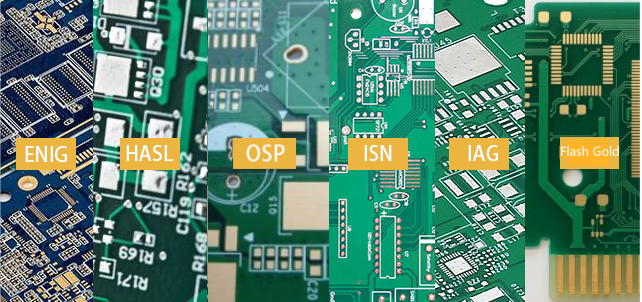
HASL (Hot Air Solder Leveling) on yleinen juotosalustojen pintakäsittelymenetelmä. Siinä juotospinnat upotetaan sulaan juotteeseen ja ylimääräinen juote puhalletaan pois ilmavirralla, jolloin tuloksena on tasainen juotospinnan pinta. HASL on kustannustehokas menetelmä, joka sopii massatuotantoon. Koska juote jättää juotospinnoille metallipinnoitteen, sillä voi olla jonkin verran vaikutusta juotospintojen mittoihin ja etäisyyteen. ENIG (Electroless Nickel Immersion Gold) on yleisesti käytetty tehokas juotospintojen pintakäsittelymenetelmä. Siinä juotospintojen pinnalle kerrostetaan kemiallinen nikkelikerros, jonka jälkeen kemiallisen nikkelin päälle kerrostetaan kultakerros. Tämä pintakäsittelymenetelmä tarjoaa erinomaisen tasaisuuden, korroosionkestävyyden ja luotettavuuden, joten se sopii sovelluksiin, joissa on korkeat juotosprosessivaatimukset. ENIG-menetelmä on kuitenkin kallis ja sopii paremmin pieniin ja keskisuuriin eriin ja huippuluokan sovelluksiin. OSP (Organic Solderability Preservative) on ympäristöystävällinen juotospintojen pintakäsittelymenetelmä. Se tarkoittaa orgaanisen suojakalvon muodostamista juotosalustojen pinnalle suojaamaan niitä hapettumiselta ja korroosiolta. OSP-menetelmä tarjoaa etuja, kuten alhaiset kustannukset ja vakaan juotostehon, minkä ansiosta se soveltuu pieniin ja keskisuuriin eriin ja kertakäyttöisiin sovelluksiin. OSP:llä käsitellyt juotosalueet ovat kuitenkin alttiita mekaanisille naarmuille ja kemialliselle korroosiolle, mikä vaatii huolellista käsittelyä ja suojaamista prosessin aikana.
Pintakäsittelyn hallinta
Riippumatta valitusta juotosalustojen pintakäsittelymenetelmästä, pintakäsittelyprosessin parametrien ja olosuhteiden hallinta on ratkaisevan tärkeää tasaisuuden ja vakauden varmistamiseksi. Esimerkiksi HASL-menetelmässä on tarpeen hallita juotoksen lämpötilaa ja ilmavirran nopeutta juotteen tasaisen jakautumisen ja täydellisen poispuhalluksen varmistamiseksi. ENIG-menetelmässä on tärkeää hallita kemiallisesti nikkeli- ja kultapinnoitteiden paksuutta ja tasaisuutta. OSP-menetelmässä on olennaista hallita suojakalvon paksuutta ja laatua. Juotosalustojen pintakäsittelyn vakaus ja luotettavuus voidaan varmistaa ottamalla käyttöön tiukat prosessinvalvonta- ja laadunvalvontajärjestelmät.Keskeinen tekijä 4: Tarkka juotosmaskin avausprosessin hallinta
Juotosmaskin avausprosessin tarkka hallinta on olennainen tekijä juotosmaskin avauksen laadun ja yhdenmukaisuuden varmistamisessa juotosalustoilla. Tämä vaihe sisältää useiden näkökohtien, kuten juotosmaskin materiaalin levityksen tasaisuuden, maskin poiston tarkkuuden ja juotosalustojen lämpökäsittelyparametrien, hallinnan ja säätämisen. Ensinnäkin tasainen pinnoite on yksi tärkeimmistä tekijöistä. Juotosmaskin materiaali tulee levittää tasaisesti ja sujuvasti, juotosalustojen koon ja muodon mukaisesti. Epätasainen pinnoite tai viat voivat johtaa juotosmaskin epätäydelliseen tai liialliseen peittoon juotosmaskin avausalueella, mikä vaikuttaa juotosliitoksen laatuun. Siksi on ratkaisevan tärkeää varmistaa juotosmaskin materiaalin tasainen levitys optimoimalla pinnoitusprosessia, valitsemalla sopivat pinnoituslaitteet ja säätämällä pinnoitusparametreja. Lisäksi kuorinnan tarkkuus on myös kriittinen tekijä. Juotosmaskin materiaalin levittämisen jälkeen kuorinta on välttämätöntä avausalueen luomiseksi. Kuorinnan tarkkuus vaikuttaa suoraan juotosalustan paljaaseen alueeseen ja rajojen selkeyteen. Ylisuuret tai liian pienet kuorinta-alueet voivat sekä johtaa huonoon juotukseen että vaikuttaa niihin. Siksi kuorintaprosessin aikana on välttämätöntä varmistaa kuorintatyökalun tarkkuus ja vakaus sekä noudattaa oikeita kuorintaprosessiparametreja tasaisten kuorintatulosten saavuttamiseksi. Lisäksi juotosalustojen lämpökäsittelyparametreja on myös hallittava tarkasti. Lämpökäsittelyyn kuuluvat juotosalustojen esilämmitys- ja kovetusprosessit. Esilämmityslämpötilan ja -ajan hallinta vaikuttaa suoraan juotosmaskimateriaalin tarttuvuuteen ja vakauteen, kun taas kovetuslämpötilan ja -ajan hallinta vaikuttaa juotosmaskimateriaalin kovettumisasteeseen ja lämmönkestävyyteen. Siksi lämpökäsittelyprosessin aikana on välttämätöntä asettaa tarkasti sopivat lämpötila- ja aikaparametrit juotosmaskimateriaalin ominaisuuksien ja valmistusvaatimusten perusteella ja varmistaa lämpökäsittelyprosessin vakaus ja yhdenmukaisuus. Juotosmaskin avausprosessin tarkan hallinnan saavuttamiseksi valmistusprosessissa tarvitaan edistyneitä laitteita ja prosessinvalvontatekniikoita. Automaattiset pinnoituslaitteet ja kuorintatyökalut voivat tarjota paremman tarkkuuden ja yhdenmukaisuuden. Lisäksi reaaliaikaisten valvonta- ja takaisinkytkentäjärjestelmien käyttö voi havaita ja säätää prosessiparametreja nopeasti sen varmistamiseksi, että jokaisen alustan juotosmaskin avauslaatu täyttää vaatimukset. Yhteenvetona voidaan todeta, että juotosmaskin avausprosessin tarkka hallinta on yksi keskeisistä tekijöistä juotosmaskin optimaalisen tehokkuuden saavuttamisessa. Optimoimalla pinnoitteen tasaisuutta, hallitsemalla kuorintatarkkuutta ja asettamalla lämpökäsittelyparametrit tarkasti voidaan varmistaa juotosmaskin avautumisen laatu, stabiilius ja tasalaatuisuus.Tämä parantaa juotosprosessin luotettavuutta ja suorituskykyä piirilevyjen valmistuksen aikana, mikä parantaa tuotteen kokonaislaatua.Keskeinen tekijä 5: Laaduntarkastus ja -valvonta
Laaduntarkastuksella ja -valvonnalla on ratkaiseva rooli juotosmaskien avauksen tehokkuuden maksimoinnissa piirilevyillä. Suorittamalla juotosmaskien avauksen tiukka tarkastus ja valvonta voidaan varmistaa tuotteen laadun vakaus ja yhdenmukaisuus. Seuraavassa on joitakin yleisesti käytettyjä laaduntarkastus- ja -valvontamenetelmiä, joita kuvataan yksityiskohtaisesti. Visuaalinen tarkastus: Visuaalinen tarkastus on yksi yleisimmistä ja yksinkertaisimmista tarkastusmenetelmistä. Se sisältää juotosmaskien aukon peittävyyden visuaalisen tarkastelun mahdollisten virheiden, delaminaation tai epätäydellisen peiton varalta. Työntekijät voivat käyttää suurennuslasia tai mikroskooppia yksityiskohtaisempaan tutkimukseen. Tämä menetelmä mahdollistaa ilmeisten ongelmien nopean havaitsemisen, mutta ei välttämättä pysty havaitsemaan pieniä vikoja.

Röntgentarkastus: Röntgentarkastus voi antaa yksityiskohtaisempaa ja tarkempaa tietoa juotosmaskin avautumisesta. Röntgenlaitteiden avulla voidaan havaita juotosmaskin avautumisen laminointitila, pinnoitteen paksuus ja irtoamiskunto. Tämä rikkomaton testausmenetelmä voi havaita pieniä vikoja ja epäjohdonmukaisuuksia ja tarjoaa korkearesoluutioisia kuvia analysointia ja arviointia varten. Kuorimislujuustestaus: Kuorimislujuustestaus on yksi tärkeimmistä indikaattoreista juotosmaskin avautumisen laadun arvioinnissa. Tässä testausmenetelmässä käytetään voimaa juotosmaskin materiaalin ja tyynyjen välisen tartuntalujuuden mittaamiseen. Erityistä testauslaitteita käytetään voiman kohdistamiseen asteittain tyynyihin, ja juotosmaskin materiaalin irrottamiseen tarvittavan voiman suuruus kirjataan muistiin. Korkeampi kuorimislujuus osoittaa hyvää tarttumista juotosmaskin materiaalin ja tyynyjen välillä, mikä varmistaa vakaan laadun. Näiden erityisten tarkastusmenetelmien lisäksi on myös tarpeen luoda kattava laadunvalvontajärjestelmä juotosmaskin avautumisen yhdenmukaisuuden ja vakauden varmistamiseksi. Tämä sisältää selkeiden prosessispesifikaatioiden ja -standardien kehittämisen, henkilöstön kouluttamisen toiminnan yhdenmukaisuuden varmistamiseksi sekä jäljitettävän tallennus- ja dokumentointijärjestelmän perustamisen. Laadunvalvontaprosessin aikana on myös tarpeen kerätä ja analysoida tietoja oikea-aikaisesti sekä seurata keskeisiä mittareita ja trendejä tuotantoprosessin aikana. Tilastollisen analyysin ja tiedonlouhintatekniikoiden avulla voidaan tunnistaa mahdolliset ongelmat ja parannusmahdollisuudet ja toteuttaa vastaavat korjaavat toimenpiteet. Lisäksi tiivis viestintä ja yhteistyö toimittajien ja kumppaneiden kanssa on tärkeä osa laadunvalvontaa. Vahvojen yhteistyösuhteiden luominen varmistaa, että laatustandardit ja -vaatimukset täyttyvät toimitusketjun jokaisessa vaiheessa, mikä varmistaa tuotteen yhdenmukaisuuden ja luotettavuuden. Juotosmaskin avautumisen maksimointi piirilevyjen liitoskohdissa on tärkeä tekijä piirilevyn luotettavuuden varmistamisessa. Suunnittelemalla tarkat alueet juotosmaskin avautumiselle, valitsemalla sopivat juotosmaskin materiaalit, suorittamalla asianmukaisen pintakäsittelyn liitoskohdille, toteuttamalla tarkan prosessinohjauksen ja suorittamalla tiukkaa laadunvalvontaa ja -valvontaa voimme varmistaa juotosmaskin avautumisen laadun ja vakauden. Näiden keskeisten tekijöiden ja parhaiden käytäntöjen huomioon ottaminen piirilevyjen valmistusprosessissa voi parantaa tuotteen suorituskykyä, luotettavuutta ja tuotantotehokkuutta, mikä täyttää erilaiset sovellusvaatimukset.
Koe huippuluokan piirilevytukea SprintPCB :ltä . Voit luottaa SprintPCB:hen, johtavaan korkean teknologian yritykseen, kaikissa piirilevyjen valmistustarpeissasi. Kokonaisvaltaiset palvelumme palvelevat asiakkaita maailmanlaajuisesti varmistaen vaivattoman prosessin kilpailukykyiseen hintaan. Virtaviivaista toimintaasi ja ota meihin yhteyttä nyt ja tutustu lukuisiin tapoihin, joilla voimme tukea organisaatiotasi.